- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



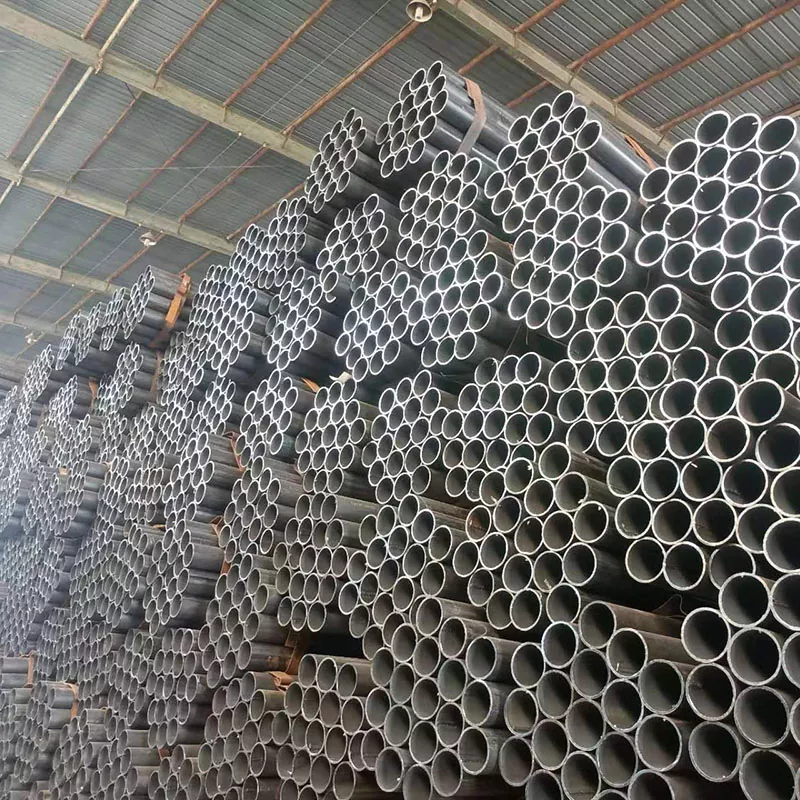


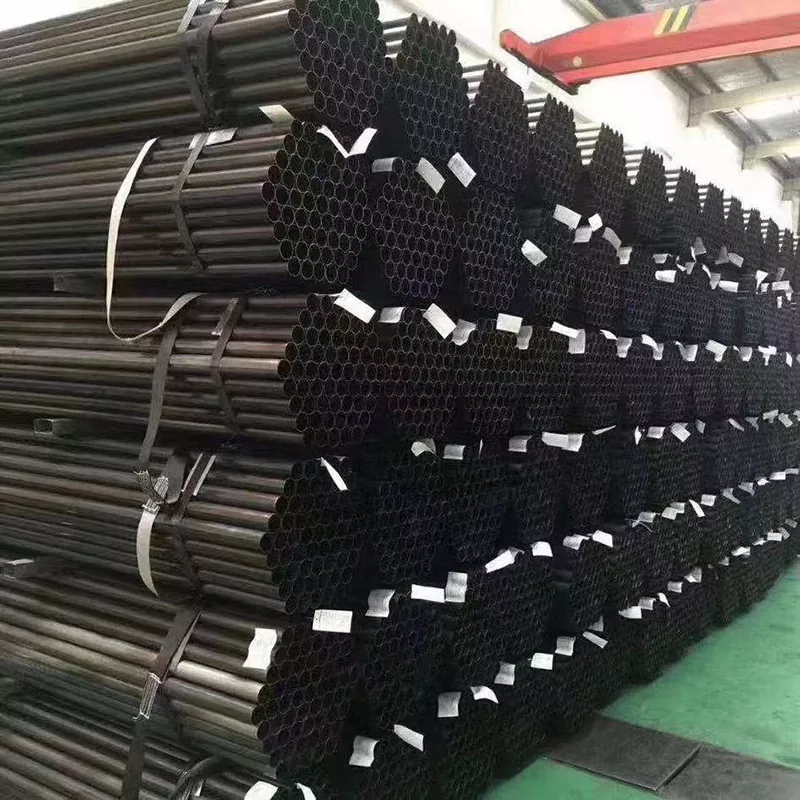
Поздовжньозварні труби
Поздовжньозварна труба, вироблена виробником Xinlida, являє собою згорнуту сталеву пластину або сталеву смугу, зварену в пряму лінію за допомогою технології зварювання (наприклад, високочастотне зварювання або зварювання під флюсом), щоб утворити трубчасту структуру. У порівнянні з безшовною сталевою трубою, процес виробництва сталевої труби з прямим швом є простим, а вартість низька, але міцність зварного шва може бути трохи нижчою, ніж у безшовної сталевої труби.
Надіслати запит
Опис продукту
Процес виробництва поздовжньозварних труб відповідає основному процесу «попередня обробка сировини-формування-зварювання-фінішна обробка», і кожен крок обертається навколо контролю точності та міцності. Метод включає наступні етапи: по-перше, підготовка сировини, вибір гарячекатаної сталевої смуги або рулонної пластини як основного матеріалу, розрізання сталевої смуги на ширину, що відповідає вимогам діаметра труби через різання. машину, а потім вирівнювання та очищення від іржі для видалення окалини та забруднень з поверхні, щоб уникнути впливу на якість зварювання; а потім переходить на стадію формування, на якій сталева смуга поступово згинається у відкриту круглу трубну заготовку (або квадратну чи прямокутну трубну заготовку) за допомогою безперервної роликоформувальної машини, щоб гарантувати, що краї трубної заготовки вирівняні, а кривизна рівномірна, і закласти основу для наступного зварювання.


Після формування заготовка труби негайно надходить у зварювальний ланцюг, і основний потік приймає високочастотне індукційне зварювання або дугове зварювання: високочастотне зварювання використовує електромагнітну індукцію для швидкого нагрівання краю заготовки труби до розплавленого стану, а потім зварювання завершується натисканням екструзійного валика, а міцність зварного шва близька до основного металу; дугове зварювання підходить для товстостінних труб, і з’єднання здійснюється шляхом заповнення розплавленої ванни електродом або зварювальним дротом. Після зварювання слід провести перевірку зварного шва (наприклад, ультразвукову та рентгенівську перевірку), щоб усунути дефекти, такі як пори та тріщини, калібрувати діаметр труби за допомогою машини для визначення розмірів, виправити прямолінійність за допомогою машини для випрямлення, і, нарешті, розрізати на фіксовану довжину та виконати кінцеву поверхню обробка та антикорозійна обробка (така як цинкування та фарбування), щоб остаточно сформувати кваліфіковані прямі зварні трубні вироби.


Гарячі теги: Китайська поздовжньозварна труба
Пов'язана категорія
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.





